
Design to get the best results from your fluid seals


Rapid Gas Decompression O ring groove design
Rapid gas decompression (RGD) used to be commonly known as explosive decompression (ED). This gives rise to damage as any one or mixture of the following: blistering, internal cracking and/or splits, caused when the seal is exposed to a high pressure gas and the pressure is rapidly reduced.
The elastomeric components inside the valve are susceptible to varying degrees to the permeation and diffusion of gases dissolving in their surface. With time, these components will become saturated with whatever gases are in the system. Under these conditions as long as the internal gas pressure of the elastomer remains at equilibrium with the ambient pressure there is minimal damage, if any, and no deterioration in performance of the elastomeric component occurs (unless caused by other factors such as chemical or thermal degradation or by extrusion damage).
When the external gas pressure is removed or pressure fluctuations occur, large pressure gradients are created between the interior and the surface of the elastomeric component. This pressure differential may be balanced by the gas simply diffusing/permeating back out of the elastomer. This may occur without damage if the system de-pressurises slowly, especially if any external constraints are not removed. However, if the pressure loss is rapid and the physical properties of the elastomeric compound cannot resist the growth of cracks and blisters during the permeation process, then structural failure of the seal is the inevitable result.
Figure 1. Shows one such typical failure from RGD.
Whilst specialist elastomer compounds give added resistance to the effects of rapid gas decompression events, careful design of the seal housing can also assist these compounds to give greater overall confidence in long term operation of the valve.
Simply put, if the seal cannot swell as much with the diffusion of gas into it, then there is also less gas to get out when the pressure drops. Thus, a regular O ring and groove design for standard use may not always be optimal for use in RGD applications. As a general rule, keep to the smallest section practical. Keep volume fill of the groove relatively high, but consider the relative volumes within the manufacturing tolerances of both the seal and the machined parts. Never overfill an O ring groove, of course, as rubber is incompressible. If in doubt, consult your seal supplier for specific advice on getting the optimal groove design for such duties.
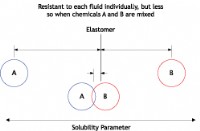
Elastomers with chemical swell problems solubility parameter considerations
Depending on the media in contact with a rubber seal, you will occasionally see some degree of swelling. Fluid absorption from the pipeline occurs in the seal and remember that elastomers are also effectively fluids. This swelling is generally reversible. The magnitude of the effect varies depending on the fluid being sealed, the elastomer type and the temperature. Such swelling reflects the readiness with which the elastomer and its surroundings mix (i.e., the relative magnitudes of the solubility parameters of the two components).
Solubility parameter (d) is a thermodynamic property that is related to the energy of attraction between molecules. Thus, if a fluid has a solubility parameter close to that of an elastomer, then attraction (and mixing potential) will be high, and high volume swell will result. This can be simply thought of as like attracts like in a chemical manner. Similarly the level of volume swell will decrease as the difference in solubility parameters between an elastomer and its environment increases. Fluid viscosity also has a significant effect.
Solubility parameter (d) is defined as:
d= (cohesive energy density) which is a function of dH, a hydrogen bonding parameter; dD, a dispersion force parameter; and dP, a dipole moment parameter. The interaction of complex fluids can be predicted by:
d= VA dA + VB dB + VC dC,
Where VA, VB, and VC are the volume fractions of fluid constituents A, B and C, and dA, dB and dC their individual solubility parameters.
Thus, whilst a given elastomer grade might be resistant to chemical A as well as chemical B if each media is quite different to the elastomer in terms of solubility parameter, combining A and B might produce a mixture which is more similar and therefore swelling could result.
Thus, care is required when selecting elastomers if a chemical mixture is being used in a particular system.
The effect of high volume swell is to degrade physical properties such as tensile strength, modulus and tear strength and to soften the elastomer. This can lead to seal damage due to extrusion between metal parts, among other things. In general, volume swells greater than 20% have a detrimental effect, whilst lower levels of swell can sometimes benefit by increasing or maintaining sealing contact stress.
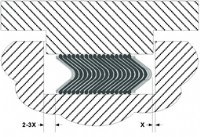
Spiral-wound bonnet gaskets groove clearances
It is quite common to seal a valve bonnet using a spiral-wound gasket in a recess. However, there are some valve bonnets where spirals have been used with too little thought given to the actual I/D and O/D clearances within the recess. Remember that these gaskets spread radially upon compression and to some extent fold inwards slightly as well. In order to achieve the correct compression and tightness levels, you need the correct clearances to achieve the final internal compression and density within the filler material of the windings. Typically the inner clearance may be about double that of the outer clearance, but if the recess is open to the bore, a larger I/D clearance is advisable to avoid the gasket going into the bore and breaking up.
Compression packing combination sets
Many manufacturers continue to use combination sets of graphite packing. It is worth asking the question: What is the role of end rings in combination graphite sets? Are you using such sets on quarter-turn valves for instance? What do you think they actually do?
Most people still consider such end rings on combination packing sets to be wiper rings that are used to remove graphite particles from the stem. In reality, their function is more likely to be one of wiping a boundary lubricant on to the stem in order to prevent adhesion of the expanded graphite material in the first place. They do, of course, also act to some degree as a wiper to limit ingress of foreign material, though this is somewhat of a secondary function.
The grade of end ring material used in such combination sets can greatly affect the efficiency of a set, and those who have had difficulties in performing ISO 15848 emission tests with such combination sets will surely understand the differences between different end ring materials. Note also that fitting technique can have an influence in these tests, as typical braided end ring materials tend to be far softer than moulded die-formed graphite intermediate rings.
Another option might be to consider a hybrid type packing developed specifically for emission control when conducting such tests. Again, operation in a quarter-turn valve may be more straightforward, where the stem does not pass through the end lubricating rings in the traditional combination packing set.
Corrosion issues with graphite packings
Wet packings cause corrosion of the gland area whilst the valve is in storage. The solution may be more obvious than you think simply do the back-seat test without any packing installed, then dry the gland and fit the packing. Of course, endless moulded graphite rings may not be as easy to use, although split rings can be considered instead.
If in doubt ask...
Almost all seal suppliers will offer some form of technical service and will be more than willing to assist valve manufacturers in resolving sealing issues. It is not uncommon for problems to arise simply because the designers have invented their own seal style or size without referring to the manufacturers literature.
Producing custom items, especially in small volumes is invariably expensive and time consuming, so standard items should be incorporated wherever possible. Discussion at the design stage can often make life simpler for all concerned in the long run, and knowledgeable suppliers should be able to draw upon past experiences to help the designer predict and avoid potential problems.
James Walker
Tel: 01900 823555
Wesbite: www.jameswalker.biz

| Telephone: | 01270 536000 |
| Email: | sales.uk@jameswalker.biz |
| Website: | www.jameswalker.biz |
| More information on the James Walker BVAA Member Directory Page |
Search related valve / actuator articles: James WalkerIssue 12SealsMaster Class
Recent magazine news articles

I have shamelessly stolen this wonderful phrase from a very good friend of the ...

As the UK water industry enters Asset Management Period 8 (AMP8) from 2025 to ...

For valve designs in biogas plants and for upgrading biomethane and CO2, ...

Our planet's water resources are facing increasing challenges. The growing ...
-web.jpg)
At AFFCO Flow Control UK, we are dedicated to delivering engineered solutions ...

OEM Automatic, a leader in industrial automation products, remains at the ...

The BVAA is hosting a Regional Dinner on 12 March and a Supplier ...

The global energy sector is undergoing a significant transformation, and events ...


